
Ultrasonic Technology
 June 24, 2025 9:09 am
June 24, 2025 9:09 amPrinciple of Ultrasonic Machining
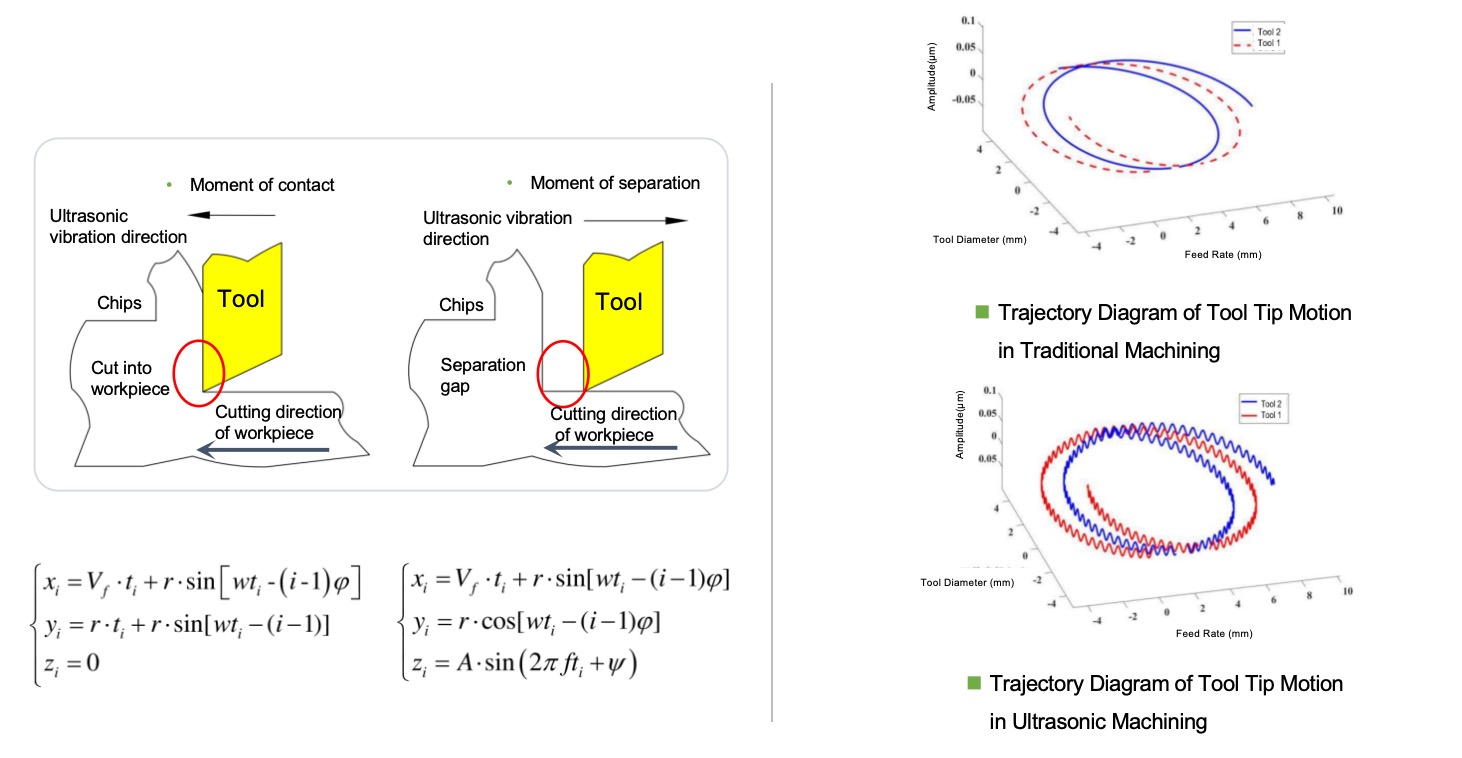
Ultrasonic machining technology converts high-frequency electrical energy into mechanical vibrations. While the tool rotates, it applies high-frequency vibrations at tens of thousands of times per second on the tooltip, creating periodic separation between the tool and the workpiece. This results in smoother chip removal, better cooling, and improved consistency of the processed surface, significantly extending tool life and improving the surface quality of the workpiece.
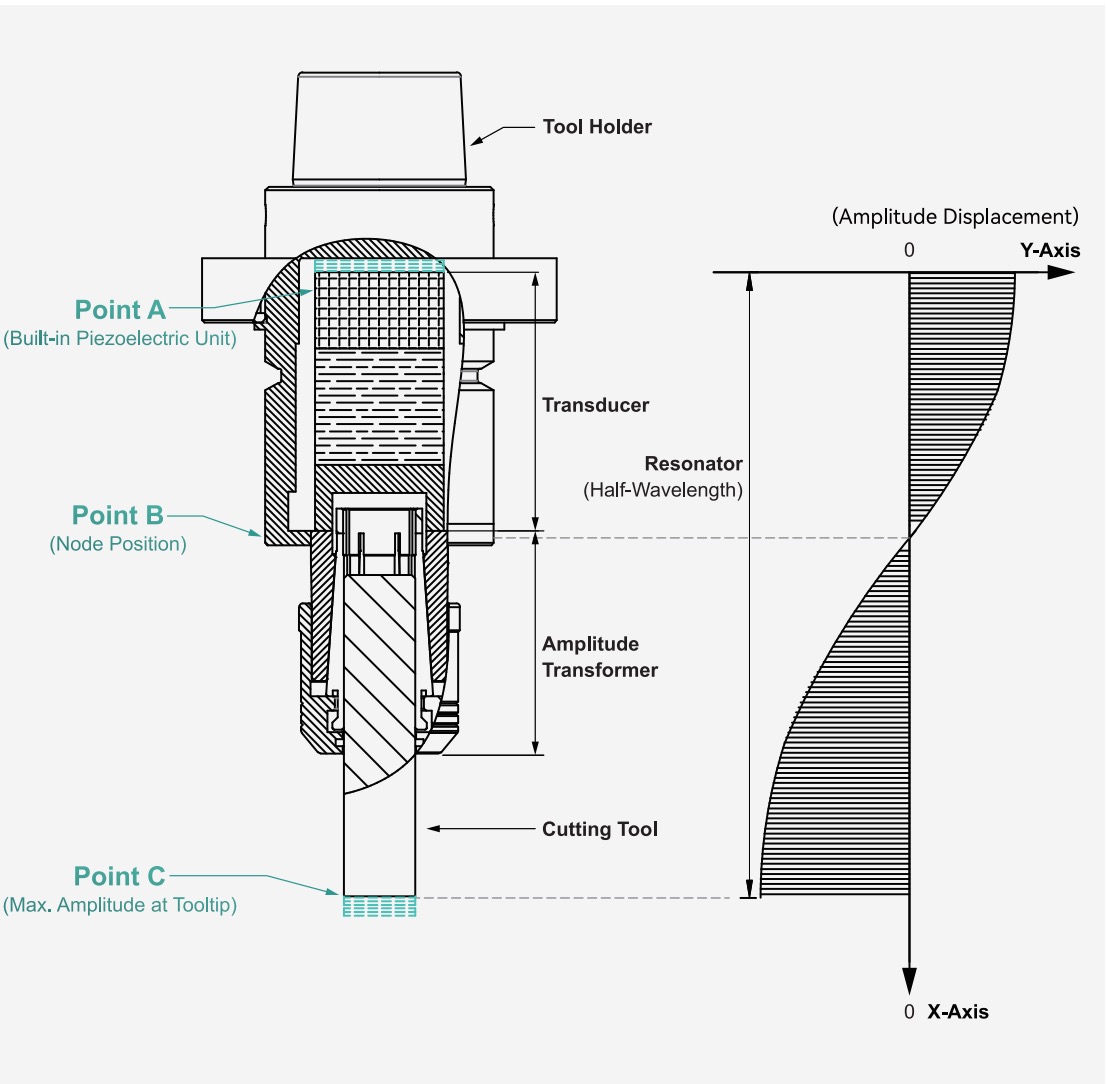
1. In ultrasonic machining, the ultrasonic generator outputs high-frequency alternating electrical energy, driving the transducer and amplitude transformer to resonate as a whole. Energy is transmitted in the form of longitudinal waves from point A through point B to point C.
2. Once activated, the resonator vibrates with minimal elongation and contraction. Points A and C move away from or approach the node of the resonator (point B) simultaneously, while point B remains stationary throughout the vibration process.
Trajectory and Algorithm of Tool Motion
Tool Holder Vibration Mode
The Benefits of Ultrasonic Machining
Mitigated Microcrack Formation: Cavitation effect - preventing clogging between particles, maintaining the sharpness of diamond particles, reducing the friction coefficient with the workpiece and mitigating microcrack formation
Improved surface quality: The periodic contact and separation of the tool tip against the workpiece exerts on ironing effect on the workpiece surface and improving surface quality
Reduced burr size: Ultrasonic vibration impact requires less cutting force, resulting in improved machining quality with reduced burrs and dust
Reduced cutting force: The ultrasonic separation characteristics reduce the average contact time and cutting force. High acceleration facilitates chip evacuation, hence increasing the material removal rate
Increased tool life: The intermittent facilitates coolant access to the cutting zone, thereby extending tool life


